
气动马达在数控镗铣床刀具装置上应用
技术领域
本实用新型涉及机械冷加工刀具,尤其涉及三轴半联动数控镗铣床的刀具,具体为一种带有气动马达的数控镗铣床刀具装置。
背景技术
现有牵引电动机的机座或端盖上均设计有带有一定角度的斜孔,机座上的斜孔与机座的轴线和机座上的某一平面(如吊挂面)均有角度和位置要求。在三轴半联动的数控镗铣床上加工斜孔,传统的方案需要制作专用的角度斜胎,其具体的工作步骤如下:首先将角度斜胎安放于数控镗铣床的回转工作台上,然后将需要加工的产品(机座)架设在角度斜胎之上,将所需加工的斜孔旋转至与数控镗铣床回转工作台平行的方向,通过角度斜胎来确定斜孔与机座某一平面(吊挂面)的角度;然后通过旋转数控镗铣床的回转工作台来保证斜孔与机座轴线的角度要求,斜孔与机座轴线和机座吊挂面的位置要求由数控镗铣床的X、Y、Z三个坐标轴来保证。
传统的技术方案在工作中存在一定问题:(1)不能在产品立装加工时完成斜孔的加工,需要安排专门的工序来加工斜孔,加工工序繁多,造成多种人力物力资源的浪费。(2)需要制作专用的斜胎,增加了产品的生产周期和生产成本。
发明内容
本实用新型为了解决目前使用三轴半联动数控镗铣床给产品加工斜孔时,存在加工工序繁多、生产周期长以及生产成本高的问题,提供了一种带有气动马达的数控镗铣床刀具装置。
本实用新型采用以下技术方案实现:带有气动马达的数控镗铣床刀具装置,包括刀具,还包括刀柄,刀柄由上部的轴承室和下部的锥柄构成,刀柄的轴承室内设置有轴承,轴承的内圈套有联轴节;刀柄的一侧端面固定有气动马达,气动马达的转轴与联轴节的一端连接固定,联轴节的另一端开有刀具固定孔,气动马达的转轴上开有沿转轴轴线的通孔,长螺栓穿过气动马达转轴上的通孔,刀具置于联轴节的刀具固定孔内并拧在长螺栓上。
刀柄下部的锥柄用于和数控镗铣床的主轴相连接,刀柄下部的锥柄按BT50标准设计,可保证该刀具装置与数控镗铣床主轴的正常安装使用;联轴节上的刀具固定孔用于装配柄部为BT30的刀具;气动马达为中空转轴,长螺栓穿过气动马达的中空转轴,固定刀具于联轴节的刀具固定孔内。当本装置安装于数控镗铣床的主轴上,可保证安装在刀柄上的刀具与数控镗铣床的主轴呈垂直角度,即刀具的中心线与数控镗铣床的主轴垂直。
与现有技术相比,本实用新型提供的带有气动马达的数控镗铣床刀具装置能在普通三轴半联动的数控镗铣床上正常使用,并且在数控镗铣床行程允许的范围内可实现产品上任意角度斜孔的加工。使用本实用新型可以在产品立装加工的同时完成产品上斜孔的加工,省去一道加工工序,缩短产品的生产周期,不用制作专用的角度斜胎,可以为工厂节约生产成本。
附图说明
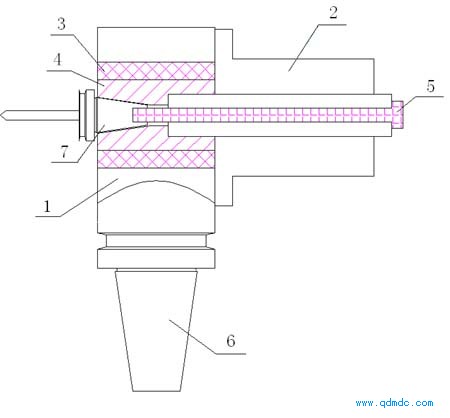
图1为本实用新型所述带有气动马达的数控镗铣床刀具装置的结构示意图;
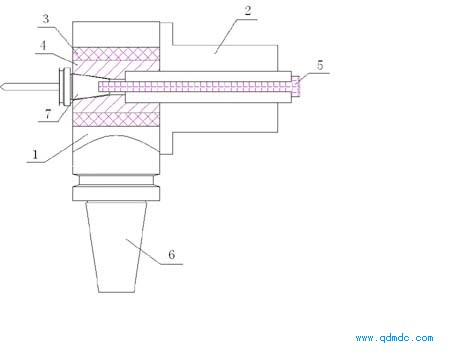
图2为本实用新型所述刀柄的结构示意图;
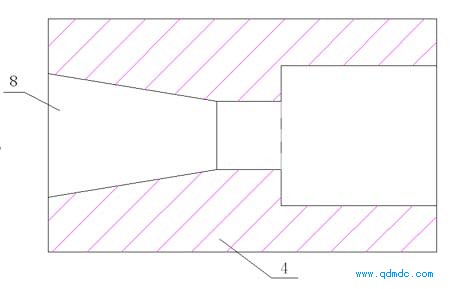
图3为本实用新型所述联轴节的剖视图;
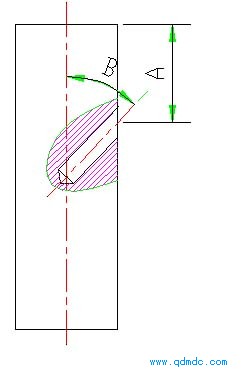
图4为本实用新型具体实施例1中被加工工件的结构示意图;
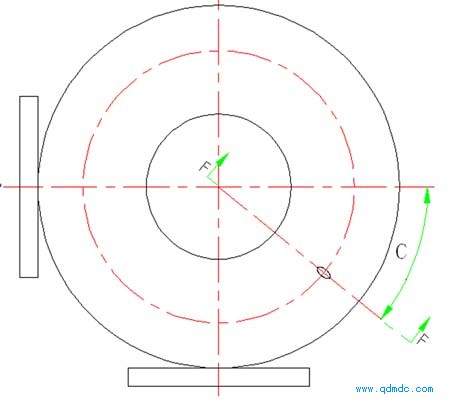
图5为本实用新型具体实施例2中被加工工件的结构示意图;
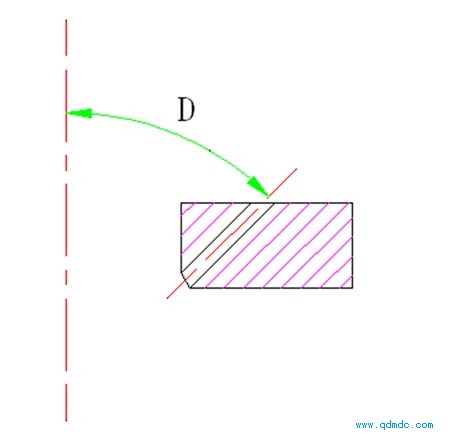
图6为图5中F-F旋转C度后斜孔部分的剖面图。
图中:1-刀柄,2-气动马达,3-轴承,4-联轴节,5-长螺栓,6-锥柄,7-刀具,8-刀具固定孔。
具体实施方式
带有气动马达的数控镗铣床刀具装置,包括刀具7,还包括刀柄1,刀柄1由上部的轴承室和下部的锥柄6构成,刀柄1的轴承室内设置有轴承3,轴承3的内圈套有联轴节4;刀柄1的一侧端面固定有气动马达2,气动马达2的转轴与联轴节4的一端连接固定,联轴节4的另一端开有刀具固定孔8,气动马达2的转轴上开有沿转轴轴线的通孔,长螺栓5穿过气动马达转轴上的通孔,刀具7置于联轴节4的刀具固定孔8内并拧在长螺栓(5)上。具体实施时,气动马达2是能螺栓固定于刀柄一侧端面上的。
所述刀柄1下部的锥柄6用于和数控镗铣床的主轴相连接的,锥柄6按BT50标准设计,可正常安装使用;轴承3起支撑联轴节4的作用;联轴节4上的刀具固定孔8用于装配柄部为BT30的刀具7;气动马达2为中空转轴,长螺栓5穿过气动马达2的中空转轴,固定刀具7于联轴节4的刀具固定孔8内。
具体实施例1:如图4所示,使用本装置在长方体上加工一斜孔。设计要求为:斜孔的轴线与长方体的一个面平行,且和长方体轴线夹角为B,孔中心距长方体上端面的距离为A。加工时,将长方体立放于数控镗铣床的回转工作台上,具体操作时,先将本实用新型装配在数控镗铣床的主轴上,在联轴节4的刀具固定孔8上装配相应刀具,此时应装配锥柄为BT30的钻孔用钻头;然后旋转数控镗铣床的回转工作台,保证该斜孔轴线与数控镗铣床的主轴垂直,此时是利用工作台旋转实现了斜孔一个角度的控制;再利用数控镗铣床主轴的准停功能,钻头准停在与孔轴线平行的方向,这是利用数控镗铣床主轴的准停功能实现了另一个角度B的控制;然后利用数控镗铣床的坐标功能实现尺寸A的控制;最后将风管接在气动马达上带动钻头旋转,使用数控镗铣床X、Y、Z三轴联动即可实现该长方体上固定角度和位置的斜孔加工。
与传统方式不同之处是:本实用新型由气动马达2驱动钻头高速旋转,数控镗铣床主轴准停在特定角度,即锁死,数控镗铣床主轴锁死后主轴不能再旋转。
具体实施例2:如图5、图6所示,使用本装置在电动机端盖上加工一斜孔。角度C为斜孔的起始角度,角度D为斜孔的轴线与电动机端盖中心线(轴线)的夹角。具体步骤为:将本实用新型装在数控镗铣床的主轴上,然后将锥柄为BT30的钻头装在联轴节4的刀具固定孔8中,由穿过气动马达2的长螺栓5将BT30锥柄钻头固定(传统方式钻头中心线与数控镗铣床主轴中心线重合,而本实用新型中刀具的中心线与数控镗铣床的主轴垂直)。在钻斜孔时,将电动机端盖平放在工作台上,由回转工作台旋转来控制图5中斜孔的角度C,由数控镗铣床主轴的准停功能来控制斜孔轴线和电动机端盖中心线的角度D。
权利要求书
1、一种带有气动马达的数控镗铣床刀具装置,其特征在于:包括刀具(7),还包括刀柄(1),刀柄(1)由上部的轴承室和下部的锥柄(6)构成,刀柄(1)的轴承室内设置有轴承(3),轴承(3)的内圈套有联轴节(4);刀柄(1)的一侧端面固定有气动马达(2),气动马达(2)的转轴与联轴节(4)的一端连接固定,联轴节(4)的另一端开有刀具固定孔(8),气动马达(2)的转轴上开有沿转轴轴线的通孔,长螺栓(5)穿过气动马达转轴上的通孔,刀具(7)置于联轴节(4)的刀具固定孔(8)内并拧在长螺栓(5)上。
2、如权利要求1所述的带有气动马达的数控镗铣床刀具装置,其特征在于:刀柄(1)的锥柄(6)按BT50标准设计。
说明书摘要
本实用新型涉及机械冷加工刀具,尤其涉及三轴半联动数控镗铣床的刀具,具体为一种带有气动马达的数控镗铣床刀具装置。解决目前使用三轴半联动数控镗铣床给产品加工斜孔时,存在加工工序繁多、生产周期长以及生产成本高的问题。包括刀具和刀柄,刀柄由上部的轴承室和下部的锥柄构成,刀柄的轴承室内设置有轴承,轴承的内圈套有联轴节;刀柄的一侧端面固定有气动马达,气动马达的转轴与联轴节的一端连接固定,联轴节的另一端开有刀具固定孔,气动马达的转轴上开有沿转轴轴线的通孔,长螺栓穿过气动马达转轴上的通孔,刀具置于联轴节的刀具固定孔内并拧在长螺栓上。本实用新型在数控镗铣床行程允许的范围内可实现产品上任意角度斜孔的加工。



