
气动技术在纺织工业中的应用
( 1) 气流纺纱装置
图11 为气流纺纱机的结构原理。主要由前罗拉及与之相连的喷射式真空发生器、加捻杯、输出罗拉、卷纱筒等组成。通气后喷射式真空发生器在头端产生负压, 将前罗拉送出的纤维束吸入, 在吸引气流和喷射气流的双重作用下纤维束被拆散, 纤维随气流送至加捻杯侧壁, 由于此时纤维速度大大高于前罗拉表面速度, 纤维在前罗拉及加捻杯之间被切断, 由于加捻杯旋转速度高达3 万~ 6 万转/ 分, 从真空发生器送来的纤维在离心力作用下沿侧壁移动, 在直径最大处集体成束, 加捻成纱,再由输出罗拉送出。纱线切断时, 连接触针的微动开关驱动电磁阀换向, 让压缩空气改道通向罗拉下部的真空发生器, 产生由下向上, 朝向前罗拉方向的吸力, 同时前罗拉送出的纤维因真空发生器不产生真空被气流除尘器吸去, 不再流向加捻杯。纺纱断头在吸力作用下插入真空发生器下部, 被吸引气流和射流吹至加捻杯, 在加捻杯旋转产生离心力作用下, 触动触针, 使电磁阀换向, 再次向加捻杯送供纤维, 接上断头。
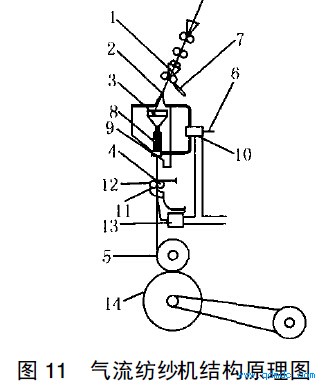
1 ) 前罗拉 2 ) 真空发生器 3 ) 加捻板 4 ) 输出罗拉
5 ) 卷纱筒 6 ) 压缩空气 7 ) 气流除尘器 8 ) 固定管
9 ) 真空发生器 10 ) 电磁阀 11 ) 触针 12 ) 导纱钩
13 ) 微动开关 14 ) 筒子
( 2) 梳棉机给棉罗拉气动加压机构
图12 所示的是启动加压机构结构图。它与罗拉平行, 设置在罗拉上方。在图12 中, 2 为开口向下的加压握持空腔。3 为放在腔内的由弹性材料制成的气囊, 气囊由管7 接通气压源14。气囊下面装有一派加压块10, 块在空腔中可上下运动, 加压压力可通过减压阀无级调整。被握持的给棉棉层在受到加压块加压压缩的同时, 传递给气囊一个位置信息。气囊加有液体, 检测管5 内液体的液面高度6 由空腔内各加压块的位置来决定。液面的高度反映了棉层平均高度, 通过液位传感器8 来检测棉层平均高度数据。温度传感器4 的信息传送给电脑, 用来修正和补偿由液体温度的变化造成的检测误差。
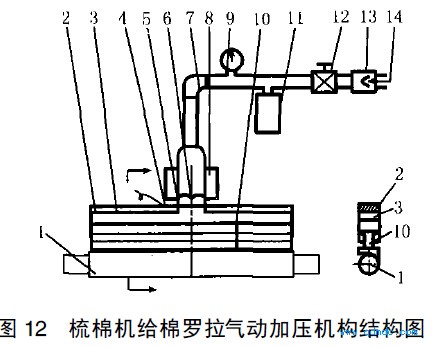
1 ) 给棉罗拉 2 ) 空腔 3 ) 气囊 4 ) 温度传感器
5 ) 检测管 6 ) 液位 7) 管道 8 ) 传感器
9 ) 压力表 10 ) 加压块 11 ) 储气罐 12 ) 减压阀
13 ) 单向阀 14 ) 压力源
( 3) 纱线线径测量
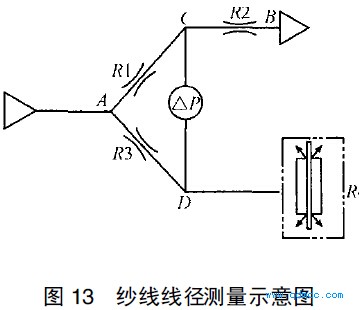
图13 是纱线线径测量探头和气桥示意图。测量时, 将标准线径的纱线送入探头, 调节R1 或R2, 使C 点和D 点的压力相等, 即p C= p D , 气桥达到平衡。当取下标准线径的纱线, 换以被测量线径的纱线, 随着线径的变化, 根据差压值( p 的大小, 就可以测出所测线径的大小。
( 4) 断纱信号发生器
图14 为断线信号发生器原理图。当纱线断头或换管时, 电子清纱器或传感器3 的检测槽内无纱线的信号, 电子清纱器或传感器控制板4 送出一个断头信号给微型电磁阀5, 让压缩空气作用抬升气缸6, 使筒子1 抬离筒2 槽。当接头工作完成后需再次卷绕, 触动微动开关7 产生一个模拟的延时的运行信号, 抬升气缸6 排气, 筒子靠自重稳落在筒槽表面, 再次卷绕。
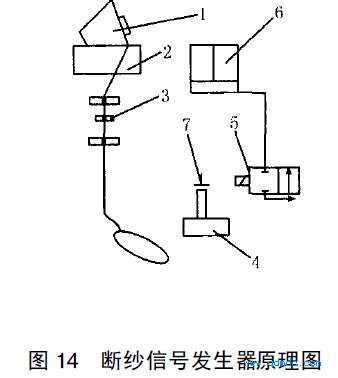
1 ) 筒子 2 ) 筒憎 3 ) 电子清纱器 4 ) 传感器控制板
5 ) 电磁阀 6 ) 气缸 7) 微动开关
( 5) 其他
气动技术在纺织工业中还有以下一些应用实例。
纺织厂使用的清纱器及除尘系统。
* 细纱机上用的气动V 型牵伸装置。它可替代弹簧, 增加牵引能力, 适合纺细号纱, 条干纤维均匀度水平较好。
* 浆纱机的压浆辊的压浆力用气动加压替代弹簧加压。这使调整压力方便, 辊两端压力一致。还可以对前后压浆辊设置不同压力, 浆纱机低速时配合低压力, 高速时配合高压力。并在突然停电时利用余压将压浆辊自动抬起。气动加压使上浆合格率显著提高, 浆斑、轻浆等疵点明显减少。
* 浆纱机经轴采用气动控制, 带式制动, 使张力均匀, 回丝减少, 操作方便。
* 梳棉机道夫上罩加装气动撑杆, 使工人操作时轻便, 提高生产效率、增加安全性。
* 整径机上气动伸缩操作的径轴转动对中和气动加压辊。
* 喷气织机的喷孔引纬。它是依靠喷射气流对纬纱的摩擦将纱引入。
* 成品纱、布的打包等等。



